本文大兰液压厂家 介绍下注塑机塑料成型设备液压系统的工作原理。
该主塑机是美国某公司生产的55t塑料成型设备,该机采用了插装技术、负载传感功率匹配及计算机液压马达系统控制技术。
电液比例控制系统及其工作原理:
该注塑机的电液比例控制系统原理图如图1所示。该液压系统由液压泵、注塑油路块及合模油路块等三个主要部分组成。
液压泵1是整个系统的能源,其任务是向喷嘴移动液压缸、合模液压缸、预塑螺杆液压马达、注塑液压缸和顶出液压缸等液压器提供液压油,完成各种工作循环。该液压泵为压力补偿负载传感轴向变量柱塞泵。变量活塞2和3控制泵的变量,泵内附有负载传感阀5和压力补偿阀4。阀5接受执行元件的负载压力信号,进而控制变量活塞的位移,实现变量。阀4直接受泵出口压力油的作用,当压力超过其弹簧调定值时,通过控制变量活塞位移,使泵的流量减小,实现限压。
系统中的大部分液压阀安装在一集成油路块上。插装阀6为系统的主溢流阀,与远程溢流阀7一起,作为系统的安全阀;阀6还可经二位四通电磁换向阀14由电液比例溢流阀15对泵的工作压力进行遥控无级调节。三位四通电磁换向阀10用于控制喷嘴缸的往复移动方向。具有节流功能的电液比例换向阀9,用于控制预塑螺杆马达、顶出缸及注塑缸的运动方向及速度。插装阀13与阀15 -起,对注塑缸的注射压力进行无级控制。三位四通电磁换向阀16用于控制注塑缸的运动方向。梭阀11作为负载压力检测阀,将负载压力经二位四通电磁换向阀8右位反馈至负载传感阀5,使泵在负载传感方式下工作;当阀8切换至左位时,泵的压力油经阀8作用于阀5的上端液控口,从而使泵转为在压力补偿方式下工作。
合模油路块中(图中未详细画出)设有与阀9相同的电液比例方向阀以及其他液压阀共7个,以控制合模缸,实现注塑模的启闭和锁模动作。为了满足快速启闭模动作要求并减小液压泵的容量,在合模缸油路上设有一个充液油箱。合模油路块安装在注塑机侧面,并通过管道与液压泵和液压缸相连。
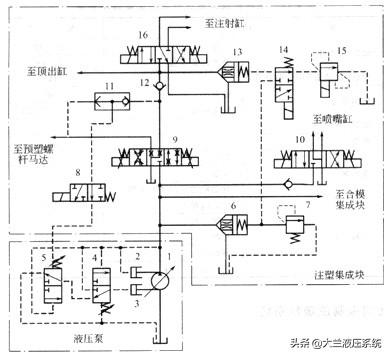
图1 注塑机的电液比例控制系统原理图
1-变量液压泵;2、3一变量涌塞;4-压力补偿阀,5-负载传感阀,6-插装阀(主溢流阀); 7-远程调压溢流阀;8-二位四通电磁换向阀; 9-比例换向阀;10-三位四通电磁换向阀; 11-梭阀,2-单向阀;13-插装阀;14-二位四通电磁换向阀;15-电液比例溢流阀; 16-三位四通电磁换向阀
系统的控制和调节原理如下:
该系统中的液压泵有负载压力传感和压力补偿两种可选控制方式,两种方式的转换由阀8实现。负载传感控制方式时,阀8处于右位(图示位置),由梭阀11检测到的负载压力作用在阀5上端液控腔,与泵的供油压力进行比较,只要供油压力与负载压力之差(亦即阀9作为节流阀的前后压差)等于阀5的设定压力(1. 8MPa),则泵的两变量活塞3和4就处于某一相应平衡位置,泵1的输出流量正好与阀9的开度所通过的负载流量相匹配和适应,从而实现了节能,并保证了执行器(预塑螺杆马达)具有良好的速度负载特性。
注塑时,阀8的电磁铁通电切换至左位,液压泵l转入压力补偿控制方式工作。泵的供油压力随着注塑过程的延续而增加,当泵压大于压力补偿阀4的设定压力(17MPa)时,阀4迅速切换至上位,压力油进入变量活塞3,使泵的流量减小,实现限压。
此外,液压系统中的合模缸和注塑缸油路各设两个压力传感器(图中未画出),以检测油路工作压力。各液压缸的外部设有线性电位差计用以检测缸的工作位置。检测到的压力和位置送入计算机,并由计算机对系统的动作过程进行闭环自动控制。用户可根据注塑件大小、注射时间、工作压力等在10组可选的给定值中通过控制面板进行选择;还可通过显示器对注塑机的工作过程进行观测。
技术特点 :
①该系统采用变量泵供油,通过负载传感实现液压泵与执行器的功率匹配,高效节能。
②采用插装阀技术,系统通流能力大,反应快,密封性能好。
③采用电液比例方向阀实现执行器的方向和速度的复合控制,以满足注塑机不同工况对流量的要求,实现比例控制。
④通过计算机实现整个系统的电液比例闭环控制技术集于一体,控制精度和自动化程度高。
感谢每一位阅读本文的朋友,你们的理解与支持是我们前进的最大动力。如果觉得本文还不错,欢迎大家点赞,分享,谢谢!想要了解更多液压行业有关资讯,请关注我们微信公众号“大兰液压系统”。
-----责任编辑:大兰企划部(大兰液压)
,