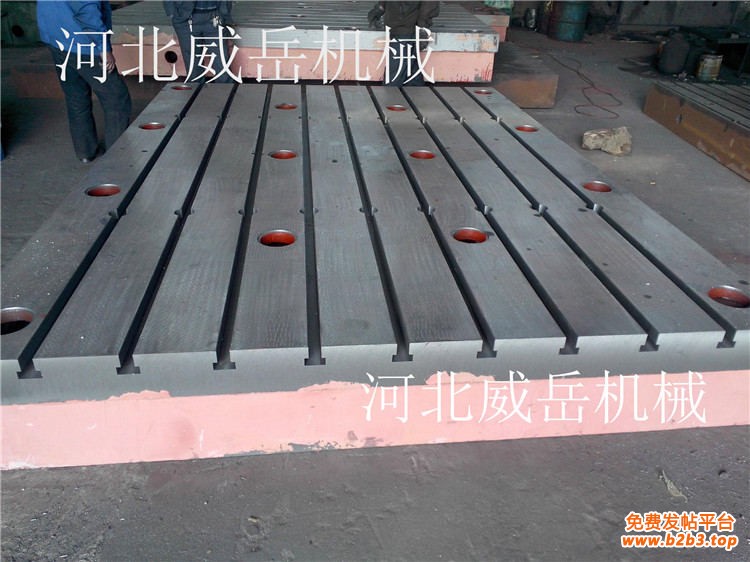
机床工作台的材质:为高强度铸铁HT150-300,工作面硬度为HB170-350.
机床工作台实效的重要性:平板应经过两次人工实效(退火处理)或者自然时效2-3年,消除铸铁平台内部的部分白口组织,以减少铸件的内应力。从而提高铸铁平台工作表面的硬度和耐磨性.使得铸铁平台,铸铁平板的精度稳定,耐磨性能好。
机床工作台的精度保证:平板工作面采用刮削即人工刮研工艺。铸铁平台的精度:机床工作台 按国家标准计量检定规程执行,分别为0级铸铁平台、1级、2级、3级四个等级。
机床工作台使用注意:在使用时要先进行安装调试。然后,把平板的工作面擦拭干净,在确认没有问题的情况下使用,使用过程中,要注意避免工件和平板的工作面有过激的碰撞,防止损坏平板的工作面;工件的重量更不可以超过平板的额定载荷,否则会造成工作质量降低,还有可能损坏平板的结构,甚至会造成平板变形,使之损坏,无法使用。
铸造是一种传统金属成形行业,机床工作台床身铸件生产工序多,影响因素多,质量控制难度大,特别的大型机床铸件,无论从工装、造型工艺和浇铸方面都有很高的要求,每个细节都处理好。龙其是铁水的质量和温度,对铸件生产的成败很关键,对铸件材质和性能都有影响:
1.机床工作台铸件涂装前要对床身铸件进行检查,对表面凹凸不平处要使用工具进行修整,表面的污物要予以除 去 。
2.经过机械加工后的机床工作台床身铸件,涂漆前须用金属清洗剂或洁净的工业汽油进行淋洗或刷洗,确保表面 无 油污和其他污物。
3.底漆刷涂或喷、浸要均匀,底漆在使用前须充分搅拌均匀,稀释至适当的年度再进行涂抹。
4.填充铸件凹陷的原子灰要按照产品的使用说明加入适量的固化剂,使用前须充分搅拌均匀。
5.如果使用过氯乙烯填充床身铸件的凹陷,每次刮涂不宜太厚,刮涂厚度一般在0.5毫米左右,每次刮涂须等上以次刮涂的材料干后再进行。
6.使用过氯乙烯填充床身铸件凹陷后须等其干燥后才能进行打磨,每次打磨后均 无 表面的磨浆和粉尘。
7.采用水磨技术进行打磨,为防止铸铁平台铸件经过加工的表面生锈,需要采用防锈水进行打磨。
8.经过打磨后,如果机床工作台http://www.chinaweiyue.com/有金属外露现象,需要不刷配套的底漆。
9.在后一到腻子打磨清理干净后,需要喷涂过氯乙烯二道底漆,这样可以提高机床铸件漆膜的平整度,提高漆膜的光泽。
严格把控生产,监督出厂检测,务必做到切实考虑其作用意义,这才是河北威岳机械矢志不渝地严抓生产的王牌理念的作用思想与其重大的指导意义所在。
联系人 销售部经理 王女士13231713280 竭诚为您服务!