对于刚刚接触试验平台/试验铁地板的客户群体,想要了解铸铁试验平台,需要去花时间搜集很多的资料,并且需要了解很多知识,从铸造到出厂再到使用的各种细节,威岳小编就整理了关于试验平台的各种详细资料,带你了解关于铸铁试验平台的知识。
一.铸铁试验平工艺
1.铸铁试验平台安装后应能达到:全长范围平面度不大于2.0mm,水平度0.2mm/m,全铸铁试验平台范围能可靠接地。
2.材料:HT250。铸件用化学成分S<0.12%,P<0.15%。并需孕育处理。
3.铸铁试验平台采用M24地脚螺栓安装固紧、M24调整螺钉调平。
4.铸铁试验平台为加强型,内筋厚度不小于50mm。
5.T型槽试验平台间用连接器连接,T型槽按GB158国标制造,宽度及间距见图纸。
6.铸铁试验平台加工面粗糙度,铸铁试验平台图纸标注形位公差。
7. 铸铁试验平台应方便的进行二次灌浆,二次灌浆应全范围充满内腔。
8.铸件几何形状平整规则;整体结构合理,加强筋厚度均匀一致。
9. 铸件应进行二次时效处理,其中毛坯成型后一次人工时效处理、粗刨后一次自然时效处理,自然时效时间为4个月,保证消除内应力,长期使用不变形
10. 铸件材质HT250按GB9439规定,铸造圆角R15~20。
11.铸铁试验平台不加工部位全清除型砂及毛刺,各锐边修圆,加工面涂防锈油。
12.设有吊装孔及接地螺孔(不小于M12)。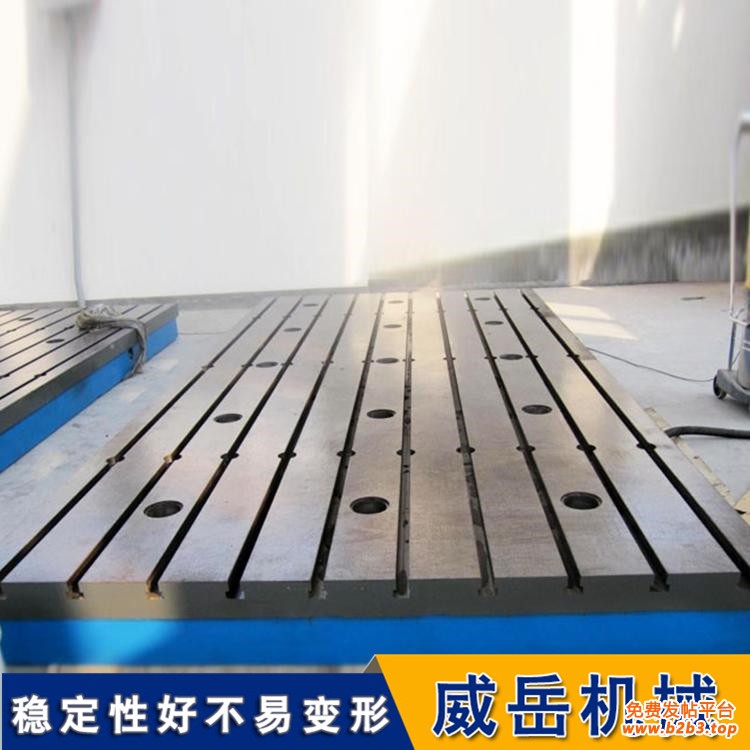
13.盖板均采用45#钢,表面光洁平整,无毛刺及尖角。
14.铸铁试验平台使用寿命不小于30年
二.铸造要求威岳小编整理如下:
A. 铸铁平台铸件应符合HT250的化学成分标准和达到机械性能试验的标准。
B.铸件内、外部不允许有疏松、砂眼、气孔、夹渣、裂纹等铸造缺陷
C.铸件全部要进行退火处理。
D退火工艺要求:退火温度 500℃~550℃泊
E.毛坯外形尺寸只允许加大不允许减小。
F.加温速度 ≤50~100℃,保温时间 3~5小时,冷却速度 ≤50℃,出炉 200℃以下出炉、空冷
G.每一炉的各铸件要分别做好炉号标记,同一炉号中要有一件附铸试棒,试棒要做炉号标记。
H.每一炉的试棒分别做化学成分分析和机械性能试验,并出具有效报告。
I.铸件非加工表面要进行清砂处理。
三.灌浆细节
1..灌浆时应仔细阅读灌浆材料的配比及浇筑方法,避免因使用不当而造成难以弥补的后果。
2.混凝土表面须干净,坚实,无油脂、油污,无水泥浮浆以及无附着不牢的小颗粒;金属(铁和钢材)表面须无氧化皮、铁锈以及油脂油污;所有吸水性基面须用干净水使之充分浸润饱和,并在施工前应做到基表无明水和小水坑,螺栓孔内无积水。
3.维持足够的压力以使灌浆持续地流动;用钢丝搅动灌浆料,以确保所有的空隙都被填满,并且内部的空气能够被自由排出;尽可能地将地脚螺栓孔灌满,灌浆料应被连续注入。
4.灌浆料应从一侧灌入,直至另一侧溢出为止,以利于排出空气,使灌浆充实,不得从四侧同时进行灌浆。
5.用腊基养护膜或其他合适的方法养护暴露在外面的表面。